干冰制造过程中,液态CO₂经节流膨胀后,仅部分转化为固态干冰,为维持系统冷量平衡,大量低温液态二氧化碳气化放热后直接排放损失。此外,生产过程中产生的CO₂尾气未经回收排放,既造成环境污染,也进一步拉低了原料综合利用率。
田边精机以“循环利用”为核心,为干冰企业量身打造一站式效益提升解决方案,从方案设计、设备安装调试到后期售后保障,全程护航,让干冰企业告别原料浪费,轻松实现利润翻倍。
闭环回收技术
破解原料浪费核心痛点
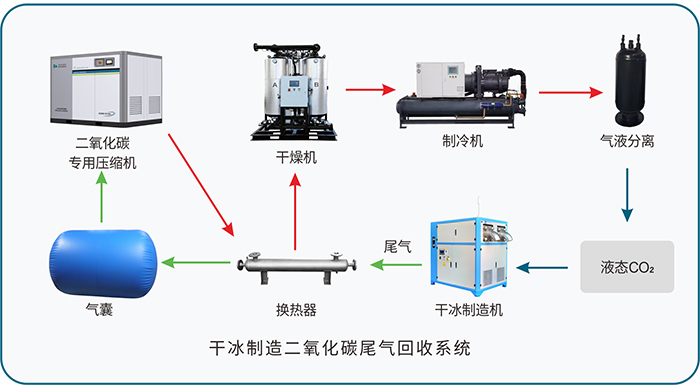
田边精机的二氧化碳回收系统,专为干冰生产场景定制,创新性实现“尾气—回收—压缩—换热—干燥—液化—再利用”全流程闭环运作,彻底改变传统生产中CO₂尾气直接排放、原料利用率低的困境。据行业数据显示,传统干冰生产中液态CO₂利用率仅为40%-45%,而通过我们的系统改造,可将原料利用率大幅提升至80%左右,从源头减少浪费,让每一份原料都转化为实际收益
二氧化碳回收系统采用高效稳定的核心设备组成,能效优化至行业领先水平,同时具备节能环保优势,既降低企业成本,又助力企业实现绿色生产,适配食品冷链、工业清洗、冷链物流等干冰应用全场景,兼顾实用性与合规性。
灵活合作模式
0投入0风险,省心享收益
田边精机深知干冰企业的资金顾虑,创新推出BOT售气+EMC合同能源管理双模式,打破传统合作壁垒,让企业无需承担任何资金压力,即可享受技术升级带来的效益提升,真正实现“轻资产、零风险、高收益”。

BOT售气模式
干冰工厂无需投入任何设备购置、场地改造资金,全程由我们负责设备的投资、建设与运营维护,企业只需按液态CO₂实际回收量付费,省心托管,专注核心生产业务即可。
EMC合同能源管理模式
遵循“节能效益共享”原则,双方按约定比例分享节能收益,干冰工厂无需承担任何资金风险与运营成本,前期零投入,后期稳分红,实现互利共赢。
两种模式灵活可选,适配不同规模干冰企业的需求,无论是中小型工厂还是规模化生产企业,都能找到适合自己的合作方式,轻松开启降本增效之路。
真实案例佐证
年省300万不是空谈
空谈不如实证,沈阳某干冰工厂的改造案例,用真实数据见证我们的解决方案实力:
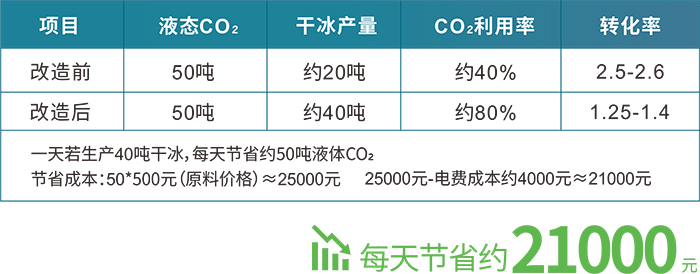
改造前:液态CO₂转化率约2.5,50吨液态CO₂仅能生产约20吨干冰,原料浪费严重,生产成本居高不下。
改造后:通过我们的二氧化碳回收系统闭环运作,液态CO₂转化率提升至1.25,生产20吨干冰所需原料不足25吨,每天节省成本超1万元,一年可直接节省成本约300万元!

这不是个例,而是田边精机为干冰企业创造价值的常态。依托成熟的技术与全链条服务,我们已帮助多家干冰企业突破成本瓶颈,实现效益翻倍,用实力赢得行业认可。
专业护航
与干冰企业共赴绿色盈利新征程
田边精机始终以匠心铸品质,以专业赢信任。从前期方案定制,到中期设备安装调试,再到后期常态化售后维护,我们拥有一支专业团队,全程一对一服务,及时响应企业需求,解决生产过程中的各类问题,确保设备稳定运行,让企业持续享受效益提升成果。
当下,干冰行业市场规模持续扩大,竞争日趋激烈,降本增效成为企业核心竞争力。选择我们的二氧化碳回收系统,不仅能破解原料浪费痛点,降低生产成本,还能借助循环利用模式,契合绿色发展趋势,拓宽企业发展空间。
电话:0755-2357 2422
邮箱:service@cn-tanabe.com
运营中心:深圳市宝安区新桥街道中心路102号时代中心A座12层
制造中心:福建省武平县武平工业园区环城南路98号
